
Reason for HT Cable Termination Kit Failure -PART-1
REASONS FOR HV CABLE TERMINATION KIT FAILURE- PART-1
INTRODUCTION:
- High voltage cables are used in Electrical Network for Power Transmission and distribution. * Cable termination failure / faults are major problem in electrical networks. * Power cable joints and terminations are the weakest link in Electrical Network. The higher the voltage the more complexity in the cable joints and terminations hence more difficult to control thermal and electrical stresses. * There are many reasons that cause breakdown in cable termination. Like Poor Termination, Poor preparation of Semiconductive layer, Moisture, partial discharge, excessive bending, Not following instruction of Cable Termination kit’s manufacture.
MAIN REASON FOR HT TERMINATION FAILURE:
(A) WORKMANSHIP ERROR / ASSEMBLY ERRORS
- Excessive Bending of Cable 2. Crossing of Cable Core to each other 3. Sharp Corners 4. Not Proper Heating of Heat Shrinkable Sleeves 5. Excess Heating of Heat Shrinkable Sleeves 6. Loose Connections 7. Poor Installation of Mastic Tapes. 8. Not following Manufacture’s Instruction.
(B) POOR EARTHING OF CABLE
- Poor Termination of Steel wire Armored 2. Poor Earthing of Cable
(C) POOR PREPARATION OF SEMI CONDUCTIVE LAYER
- Damaged of XLPE Insulation. 2. Damaged of Semi Conductive Insulation. 3. Incomplete removal of Semi conductive layer 4. Not Radial edge of Semi conductive layer 5. Wrong Cutback Length of Insulation / Semi conductive layer 6. Not Proper installation of Stress Control Tubes. 7. Extreme rough Surface of XLPE Insulation. 8. Not Proper Cleaning of XLPE Insulation Surface
(D) DAMAGE OF CABLE
- Damaged of Cable during Cable Termination Process
(E) WORSE ENVIRONMENT CONDITION
- Contamination of salt, dust, ash on Cable
(A) WORKMANSHIP ERROR / ASSEMBLY ERRORS
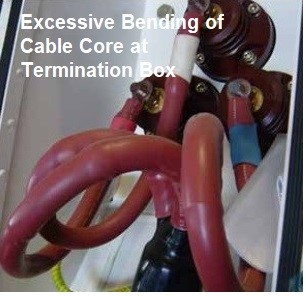
(1) EXCESSIVE BENDING OF CABLE
- Excessive bending of the cable creates stress on the entire cable core, from the conductor to the shielding end. * This stress can cause micro voids in the insulator which become larger as stress is increased and lead to an eventual corona failure or dielectric breakdown.
A
(2) CROSS OVER CABLE CORE / NOT PROPER DISTANCE BETWEEN EACH CORE.
- Cable entry points through the cable gland plate to cable termination should be centralized / straight. * Crossing of cores to each other will increase stress over insulation and partial discharge will occur at the crossed cores of the HV cable causing failure of the cable termination. * if cores are too close and cross to each other at unscreened area results in the air “breaking down” at approximately 4kV on an 11kV cable, 6kV on a 24kV cable and 9kV on 36kV cable. * The anti-track heat shrink material then begins to erode due to the ionisation of the air, which over time will inevitably cause failure of the cable termination * Required to use proper Phase out the cable sections in the box.
B
(3) SHARP CORNERS (AT ARMOR OR AT LUGS):
- Sharp corners generate highly stressed area which will be subjected to electrical discharge. * Normally Sharp edge will occur at armour bending or at Location of Lug’s crimping.
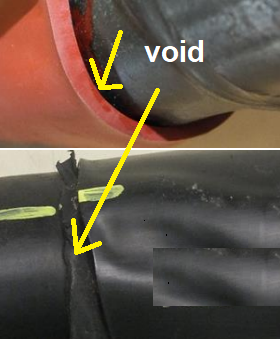
(4) NOT PROPER APPLICATION OF HEAT-ON-HEAT SHRINKABLE SLEEVES
- Proper Amount Heat and direction of applied Heat is very important during Installation of Heat shrinkable Sleeve. * Some Sleeve need to be heated from central to both up and down direction while in some sleeve heat should be applied from bottom of sleeve to end termination direction. * Heating process firmly joint one layers (silicon rubber) to the others layer (XLPE, semiconductor and etc).
C
- If during heating, voids remain between the layers, The voids may contain air, wet or contaminations which change equivalent circuit and formation of electric field distribution. * Electric field increases in the void or the layer of air and makes a high potential difference between both sides of the void. Insulation endurance weakness in the layer of air causes Partial Discharge (PD) and breakdown. * Make sure that the tubes are shrunk free from wrinkles
(5) EXCESS HEAT ON HEAT SHRINKABLE SLEEVES
- Excessive Heat may damage the heat shrinkable sleeve.
(6) LOOSE CONNECTIONS
- 20% to 25% of electrical failures due to poor termination and loose connections. * The poor termination / loose connection in an electrical system causes overheating at the joints which further leads to failure. * Loose connection is mostly raised due to Using improperly crimped tool / die for the cables. * Lugs of higher than recommended size used for termination will also in results of loose cable to lug joint.
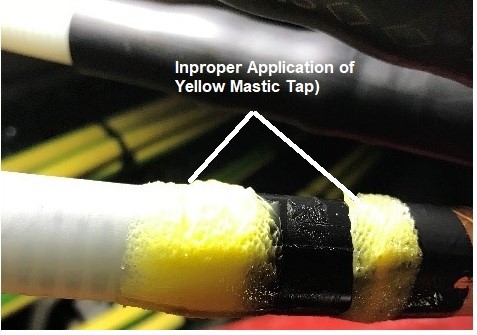
(7) POOR INSTALLATION OF MASTIC TAPES.
- Anti-Tracking mastic sealing tape is used in HV and MV terminations for providing a water-tight seal between heat shrink components and the cable parts. * Wrapping mastic tape around crotch and under lead cut on core to eliminate air and moisture. * Any improper w…