
Reason for HT Cable Termination Kit Failure -PART-2
REASONS FOR HV CABLE TERMINATION KIT FAILURE- PART-2
(C) POOR PREPARATION OF SEMI CONDUCTIVE LAYER
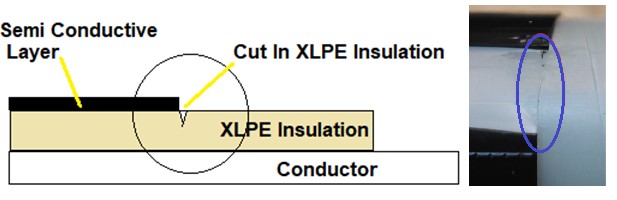
(1) DAMAGE OF XLPE INSULATION:
- When unguarded knife or Glass is used for removing Semiconductor layer, there is a significant risk of cutting into the insulation at the screen edge. * Deep and dirty cuts and burrs in the insulation causing the XLPE insulation to be over stressed and this was ultimately caused the insulation failure. * A knife cut may be invisible but will certainly become a future failure, possibly immediately the cable system is energised but certainly after several months or years. The knife cut will likely be a point of partial discharge activity which leads to cable frailer. * Installers must be aware of this and pay great attention to this stage of the accessory installation process. * NEVER use an unguarded knife. This includes broken glass and any other object with a sharp unguarded edge.
1
- make sure that there are no deep dents formed on XLPE Insulation.
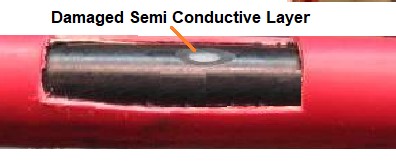
(2) DAMAGED SEMI CONDUCTIVE LAYER
- When unguarded knife or Glass is used for removing Insulation layer, there is a significant risk of cutting of Semiconductive layer of the Cable.
2
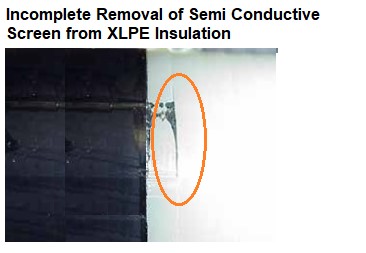
(3) INCOMPLETE REMOVAL OF SEMI CONDUCTIVE LAYER:
- Correct / proper removal of the black conductive semi conductive screen layer covering the insulation is a critically and important stage in the preparation of cables Termination. * This is most important factor controlling the service life of a cable joint or termination. * The cable jointer should carefully examine the surface of the MV-HV cable insulation to ensure all black particles are removed. * The semi-con screen layer of MV-HV cable construction provides a smooth transition from the cable insulation to the metallic screen. * This semi conductive screen layer is extruded together with the insulation and the inner conductor screen. Its thickness is generally between 0.3 mm and 0.6 mm. * Here in figure, the semi conductive layer has been left (Not Properly removed) on the 11kV XLPE insulation which can cause surface tracking and eventual flash over. This occurred on 2 out 5 cable termination breakdowns.
3
- Irregularities in removal of semi conductive screen can cause surface tracking, raise electric stress and eventual flash over the Cable.
(4) IRREGULAR / SHARP (NOT RADIAL) EDGE OF SEMICONDUCTOR LAYER
- The quality of the screen edge is very important for the performance of MV Cable in service. * Sharp edges in the insulation screen are a common error. The transition between the screen and the insulation must be smooth, achieved by a straight final cut. * Irregularities of semi conductive edge on the insulation are raised electric stress which will result of Cable Failure.
4
- Non-radial, rough and jagged semi conductive screens with protruding points at the cutback will cause cable termination or joint failure.
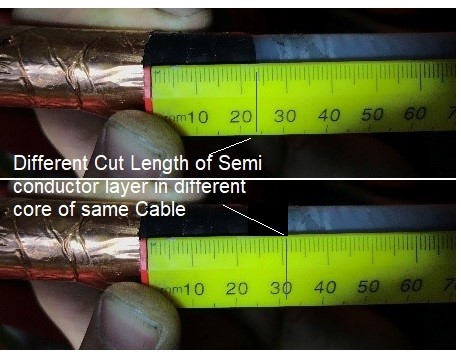
(5) WRONG CUTBACK LENGTH OF INSULATION / SEMI CONDUCTIVE LAYER
- The most common issue for Cable Termination failure is the incorrect insulation / semi conductive cutback dimensions. * The semi conductive cutback is the point of highest electrical stress in the termination. * Jointer should strictly follow the manufacturer’s instructions Manual for dimension of cutback length from the end of the insulation to the semi conductive layer. * If This length is either more or less caused the termination kit’s electrical stress control Tube and void filling compound to fall well below the semi conductive cutback.
5
(6) NOT PROPER INSTALLATION OF STRESS CONTROL TUBES.
- Stress control tube is used to achieve more uniform distribution of the Electrical field lines. It should be installed at correct location of cut back as per Instruction manual of Termination Kit’s manufacture. Any deviation in location would lead to Cable termination frailer.
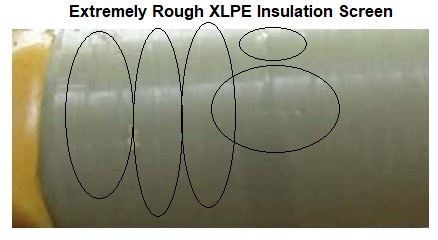
(7) ROUGH SURFACE OF XLPE INSULATION.
- The XLPE insulation surface must be smooth to avoid sir gaps where partial discharge can occur. * Use long and thin strips of grinding paper. Perform carefully and do not extremely grind the insulation screen. * It is good practice to smooth any minor surface roughness using abrasive cloth (preferably aluminum oxide type).
6
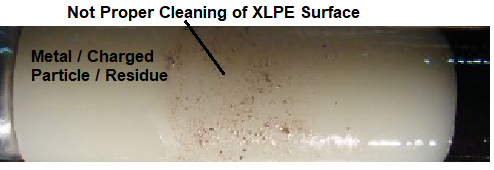
(8) NOT PROPER CLEANING OF XLPE INSULATION SURFACE:
- Insulation layers should be cleaned during installation, because any conductive particles to spread all over the insulation, causing partial discharges. * Wet or polluted surface of XLPE Insulation may cause a fault in cable terminations. * The jointer should move the cable’s wipe away from the cable end towards the semi-con screen to remove fine particles on the edge of the cable screen, not on the insulation otherwise conductive particles or dirt could be dragged to the insulation and cause discharge. * Never use the same side of a cleaning tissue twice. The insulation must be clean of conductive par…